

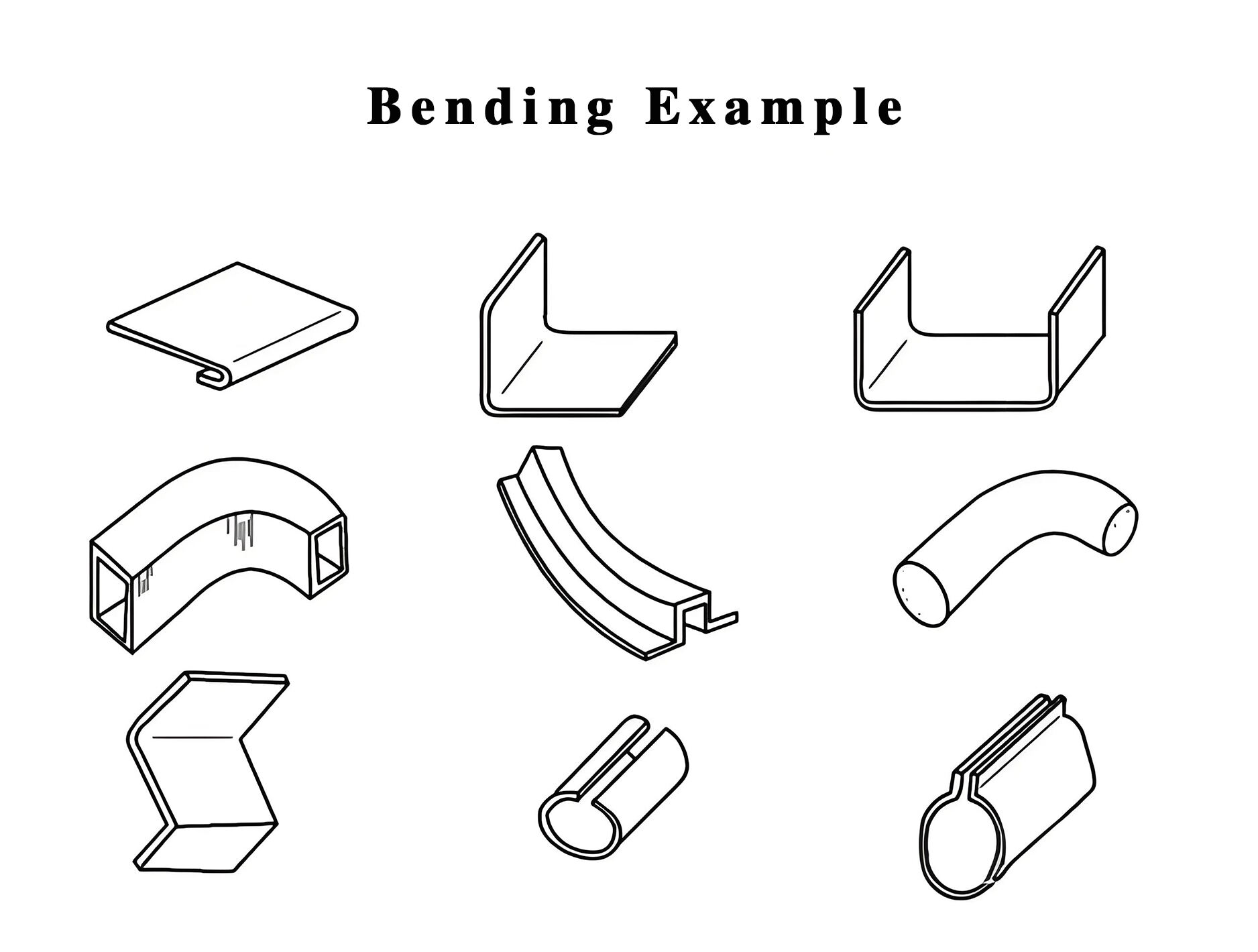
Com o desenvolvimento da sociedade, as formas de produtos de que precisamos também estão mudando de várias maneiras. Entre eles, a flexão de metal é a mais comum, incluindo flexão de chapas, flexão de tubos, arredondamento de chapas, extrusão de perfil, etc.
Que processos a flexão de chapa de metal tem?
1. A flexão comum: a flexão convencional é usar um freio de prensa para dobrar a chapa em 90 °.
2. Apontamento: dobra a chapa em 30 ° primeiro e depois achate o ângulo de 30 °. Esse tipo de flexão requer um dado superior nítido da faca e um dado superior achatado. O objetivo da flexão de achatamento é aumentar a força geral da chapa metal.
3. Dobra dobrada: é necessário um molde de dobradiça especial para executar várias dobras para formar uma dobradiça.
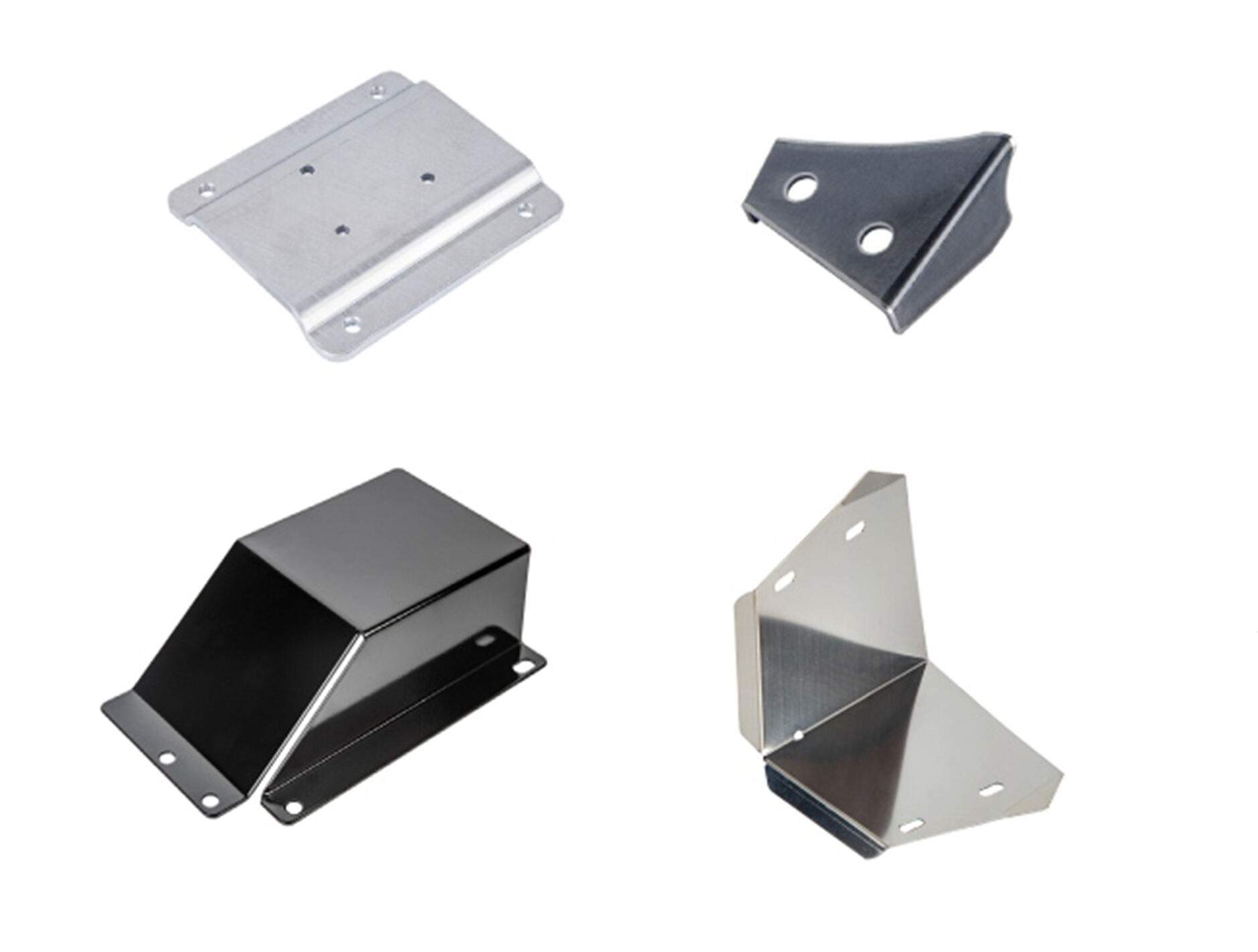
4. Formação única de flexão: Para maximizar a eficiência, a formação de molde pode ser feita com base na forma do produto, e a forma final do produto de chapa metal pode ser alcançada com apenas uma curva.
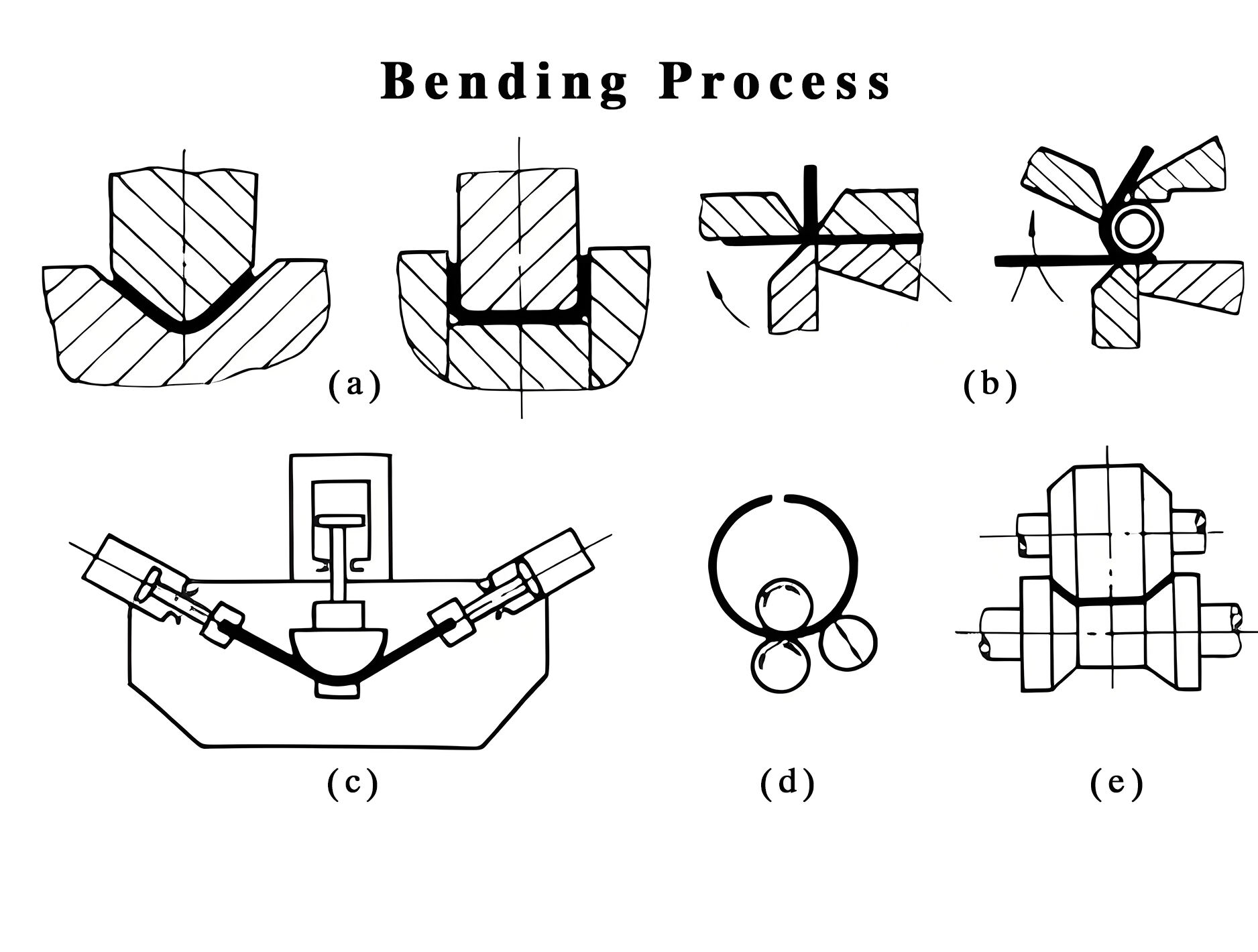
5. ARCO ARCO: Existem dois métodos de flexão para essa flexão. (a) Calcule o ângulo de flexão e o tamanho do eixo x de cada etapa de acordo com o tamanho do arco do produto, execute flexões em várias etapas e finalmente dobra o arco. Este é o método mais econômico, mas a eficiência não é alta e é difícil; (b) Deixe o fabricante personalizar o molde de arco diretamente de acordo com o tamanho do arco do produto de chapa metal. Esse método é mais eficiente e a qualidade e a aparência do produto também são aprimoradas.
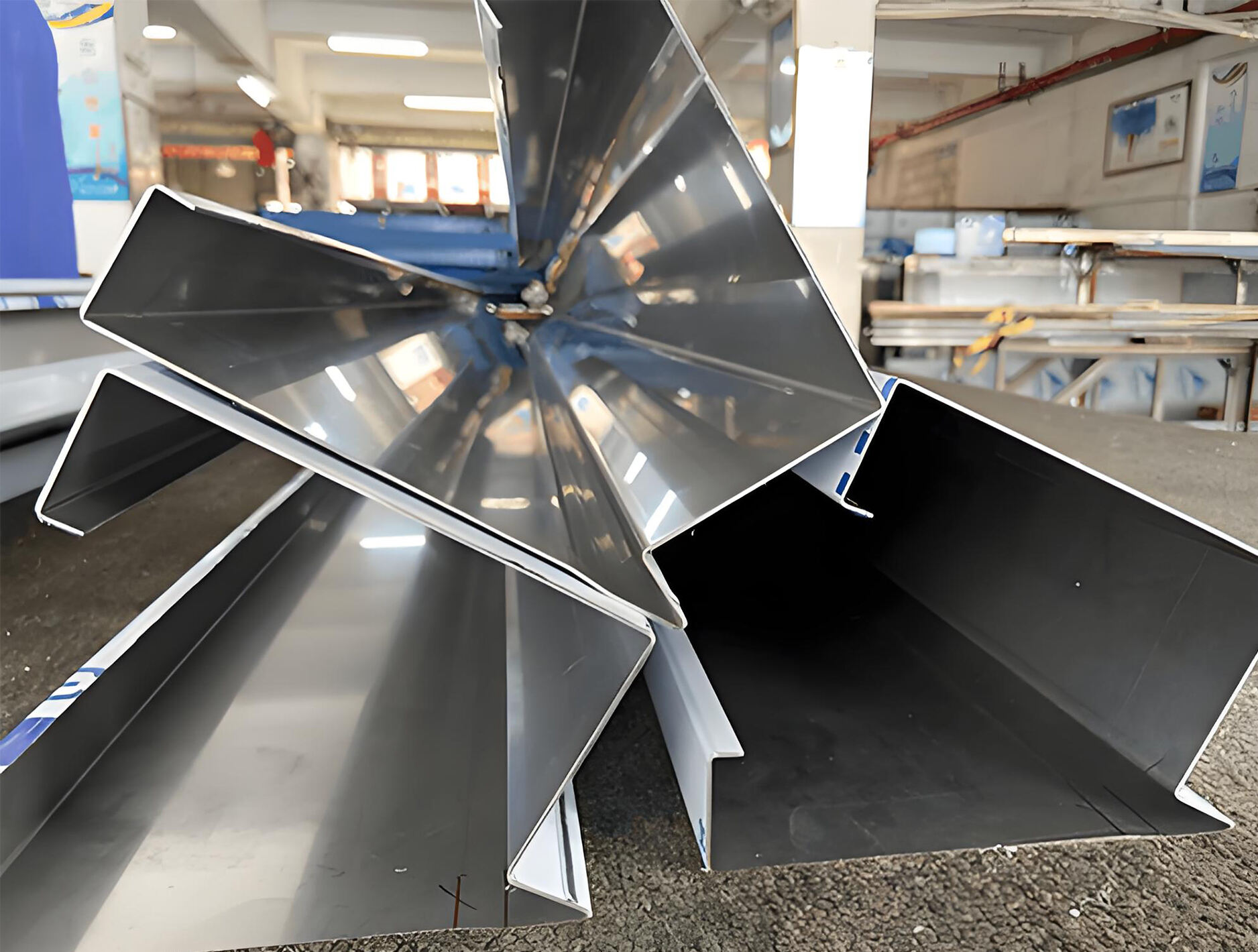
Flexão de aço inoxidável:
Como um material metálico de alta resistência e resistente à corrosão, o aço inoxidável é amplamente utilizado em muitos campos industriais. No entanto, ao usar um freio de prensa para dobrar o aço inoxidável, alguns problemas são frequentemente encontrados. A seguir, é fornecida um resumo e as soluções correspondentes são fornecidas. Espero que seja útil para você.
1. Arranhões de superfície
O aço inoxidável é propenso a arranhões e abrasões da superfície durante o processo de flexão. Os principais motivos incluem:
- desgaste ou design inadequado do acessório
- atrito excessivo entre a peça de trabalho e o equipamento
- poeira ou matéria estranha na superfície da peça
- O slot do molde é muito pequeno
Soluções:
- Verifique e substitua regularmente o acessório
- Otimize o design do equipamento para reduzir a área de contato entre a peça de trabalho e o acessório
- Mantenha a peça de trabalho e a superfície do molde limpa e limpe regularmente a matéria estranha na superfície
- Para produtos com requisitos altos, é recomendável usar um molde de flexão sem rastreamento ou um filme sem rastreamento
2. Deformação do material, ângulo de flexão não atende ao padrão
O aço inoxidável é propenso a deformação durante o processo de flexão. Os principais motivos incluem:
- Cálculo inadequado da quantidade de pré-flexão
- força de rebote excessiva do próprio aço inoxidável
- Seleção inadequada de entalhe de mofo
Solução:
- Calcule com precisão a quantidade de pré-flexão de acordo com as características do material
- O freio da prensa precisa ser equipado com compensação mecânica, o que melhorará bastante a direita e a estética do produto
- Coloque o aço inoxidável primeiro e depois dobrá -lo, o que melhorará bastante a direita e a estética do produto, e também reduzirá a perda do freio de prensa
Em resumo, ao usar um freio de prensa para processar aço inoxidável, é necessário considerar muitos fatores, como características do material, parâmetros de processo e condições do equipamento, e tomar soluções direcionadas para garantir a qualidade do processamento e a eficiência da produção.

Deixe seu endereço de e -mail e requisitos, nossa equipe de vendas profissional desenvolverá a solução mais adequada para você.





Direitos autorais
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Todos os direitos reservados
.
 SUPORTADO POR REDE
SUPORTADO POR REDE
 português
português English
English français
français Deutsch
Deutsch italiano
italiano русский
русский español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية






